立体曲面加工
立体曲面加工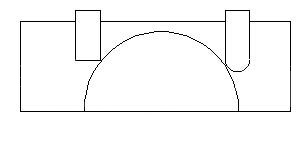
球面加工
球面加工使用的刀具
粗加工可以使用键槽铣刀或立铣刀,也可以使用球头铣刀。
精加工应使用球头铣刀。
球面加工的走刀路线
一般使用一系列水平面截球面所形成的同心圆来完成走刀。
在进刀控制上有从上向下进刀和从下向上进刀两种,一般应使用从下向上进刀来完成加工,此时主要利用铣刀侧刃切削,表面质量较好,端刃磨损较小,同时切削力将刀具向欠切方向推,有利于控制加工尺寸。
进刀控制算法
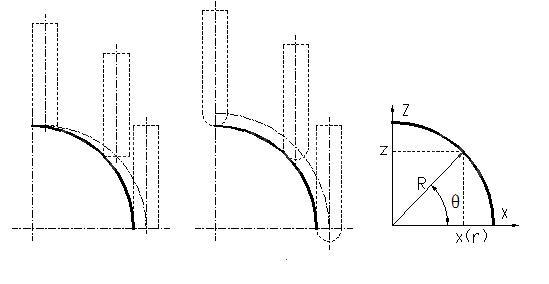
进刀点的计算:
先根据允许的加工误差和表面粗糙度,确定合理的Z向进刀量,再根据给定加工深度Z,计算加工圆的半径,即:r=sqrt[R2-z2]。此算法走刀次数较多。
先根据允许的加工误差和表面粗糙度,确定两相邻进刀点相对球心的角度增量,再根据角度计算进刀点的r和Z值,即Z=R*sinθ,r=R*cosθ。
进刀轨迹的处理
对立铣刀加工,曲面加工是刀尖完成的,当刀尖沿圆弧运动时,其刀具中心运动轨迹也是一行径的圆弧,只是位置相差一个刀具半径。
对球头刀加工,曲面加工是球刃完成的,其刀具中心是球面的同心球面,半径相差一个刀具半径。